


PEEK 注塑成型可利用聚醚醚酮 (PEEK) 生产出高品质塑料部件,PEEK 是一种工程热塑性塑料,具有出色的性能,适合医疗和航空航天工业应用。PEEK 出色的热性能和机械性能源于其半结晶分子结构 — 一些 PEEK 分子高度有序(结晶),而另一些则随机有序(无定形)。
PEEK的分子结构如下图所示:
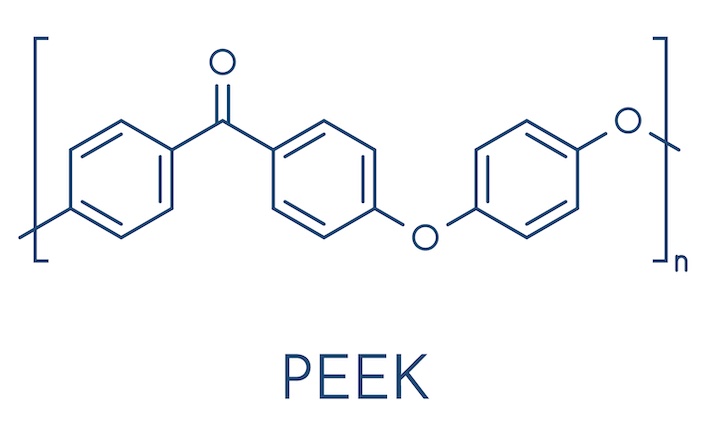
什么是 PEEK 塑料?
PEEK属于通过逐步聚合生产的聚芳醚酮 (PAEK) 材料。这种工程热塑性塑料可抵抗多种化学品,但某些酸会腐蚀 PEEK。此外,PEEK 的抗紫外线能力较差,但易于消毒且耐磨性高。
通常,PEEK 以浅棕色的天然颜色供应——它可以被染成黑色,但这样做会降低其部分机械性能。PEEK 也可以用玻璃纤维或碳纤维等填料进行改性,这会增加 PEEK 的强度和刚度,但会降低其柔韧性。
由于 PEEK需要高温加工,因此注塑成型工艺具有挑战性。如果加工温度不适宜,这种注塑塑料可能更容易疲劳和应力开裂。PEEK 也是一种成本相对较高的材料,因为它是一种特种塑料,因此其应用受到限制。

PEEK 注塑成型的优势
尽管存在这些挑战,PEEK 注塑成型仍能生产出具有耐高温、优异机械性能和生物相容性的塑料部件。例如手术设备和飞机发动机的高温密封件。以下列出了该材料的一些优点:
耐医疗灭菌
对医疗器械和设备部件进行消毒的方法有很多种,包括伽玛射线、干热、环氧乙烷和高压灭菌,而 PEEK 可以耐受所有这些消毒方法。
生物相容性
医疗级 PEEK 是一种惰性、生物相容性材料,可用于制造脊柱支架和其他植入物。它对 X 射线透明,在人体内长期不易降解。但并非所有等级的 PEEK 都适用于医疗应用。
耐高温
PEEK 的熔点为 343°C,热变形温度为 336°C。由于其半结晶结构,PEEK 还具有明确的熔点,并能在很宽的温度范围内保持其结构完整性。
低排气量
PEEK 在高温环境或真空条件下不会释放滞留气体。此外,PEEK 的耐化学性确保它不会因腐蚀或长期暴露于潮湿环境中而释放气体。
耐磨性
PEEK 具有高硬度(87.5 肖氏硬度)、低摩擦和半结晶结构,因此具有极强的耐磨性。不过,PEEK 通常会与碳纤维或PTFE等填料结合使用,以进一步提高其耐磨性,以适应要求特别高的应用。
耐化学性
PEEK 可耐受大多数酸、碱、无机化学品和碳氢化合物的侵蚀。但是,它无法耐受铬酸、硝酸、氢氟酸和硫酸。溴、氯、氟和热钠等无机化学品也会使 PEEK 性能下降。
强度和刚度
PEEK 的机械性能比大多数塑料都要好。它具有出色的抗疲劳性,并且足够坚韧,在受到冲击载荷时不会开裂或断裂。此外,通过添加碳纤维,PEEK 的机械性能可以进一步增强。
PEEK 注塑成型设计指南
壁厚
注塑成型 PEEK 的建议壁厚为 1.0 至 3 毫米。凭借出色的机械强度,PEEK 可以支撑相对较薄的壁,同时保持足够的部件强度。建议采用均匀的壁厚,但只要壁厚不会突然变化,PEEK 部件的壁厚也可以不同。
半径
与其他热塑性塑料一样,注塑 PEEK 时应避免使用锐角。锐角边缘和角会使部件更难成型,从而增加模具成本。重要的是,锐角半径还会造成应力集中,从而削弱部件。一般规则是保持最小半径等于壁厚的 25%。
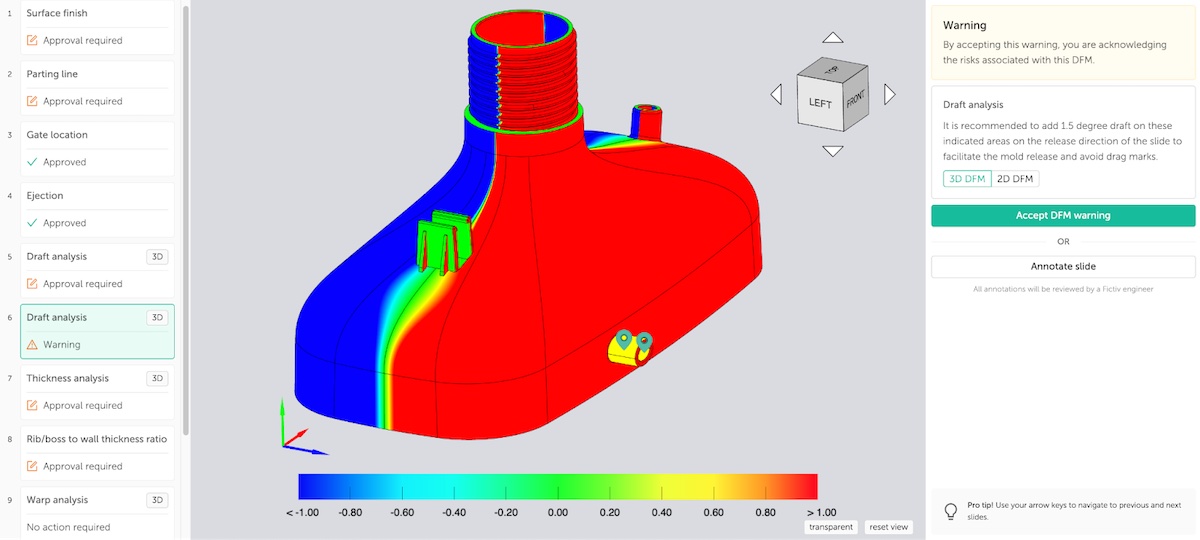
拔模角度
拔模斜度是指对部件垂直壁施加的锥度,以便更容易将部件从模具中顶出。一般来说,拔模斜度应保持在 0.5° 到 2° 之间。表面更光滑的 PEEK 部件需要的拔模斜度较小,而表面有纹理的部件则需要的拔模斜度较大。
零件公差
零件公差是零件之间允许的尺寸变化。注塑 PEEK 的公差可以严格到 0.05%,但模具设计和注塑温度是影响因素。与所有注塑热塑性塑料一样,PEEK 冷却时会收缩。未填充的 PEEK 的收缩率在 1 到 1.8% 之间,而填充的 PEEK 的收缩率高达 0.9%,具体取决于零件尺寸和流动方向。

PEEK 材料特性
下表列出了一些常见 PEEK 等级的材料特性:
- PEEK 450 G 未填充不含玻璃纤维或碳纤维
- PEEK 90GL30 GF 30% 填充 30% 玻璃纤维
- PEEK 450CA30 CF 30% 填充30%碳纤维
- PEEK 150G903 未填充,但已着色,因此颜色为黑色
填充级 PEEK 强度更高,但强度的增加是以牺牲弹性为代价的。着色 PEEK 具有不同的机械性能。
| PEEK 450 G 未填充 | 聚醚醚酮 90GL30 GF30% | 聚醚醚酮 450CA30 CF30% | PEEK 150G903黑色 | ||
|---|---|---|---|---|---|
| 身体的 | 密度(克/立方厘米) | 1.30 | 1.52 | 1.40 | 1.30 |
| 收缩率(%) | 1 至 1.3 | 0.3 至 0.9 | 0.1 至 0.5 | 1 至 1.3 | |
| 肖氏硬度(D) | 84.5 | 87 | 87.5 | 84.5 | |
| 机械的 | 抗拉强度(MPa) | 98 @ 收益 | 195 @休息 | 265 @ 休息 | 105 @ 收益 |
| 伸长率(%) | 四十五 | 2.4 | 1.7 | 20 | |
| 弯曲模量 (GPa) | 3.8 | 11.5 | 24 | 3.9 | |
| 抗弯强度(MPa) | 165 | 290 | 380 | 175 | |
| 注塑成型 | 干燥温度(℃) | 150 | 150 | 150 | 150 |
| 干燥时间(小时) | 3 | 3 | 3 | 3 | |
| 熔融温度 (°C) | 343 | 343 | 343 | 343 | |
| 模具温度 (°C) | 170 至 200 | 170 至 200 | 180 至 210 | 160 至 200 | |
表 1:常见 PEEK 等级的材料特性
PEEK材料加工
PEEK 需要适当的材料加工以避免注塑成型缺陷。以下部分包含注塑成型人员应遵循的加工指南以及零件设计师应了解的注意事项。
水分
PEEK 树脂会吸收水分,因此在注塑成型开始前必须彻底干燥 — 通常,PEEK 必须干燥至水分含量低于 0.02%。注塑成型人员可以将材料放入烤箱中,在 160°C 的温度下烘烤 2 到 3 小时,以达到此水分含量。
温度控制
PEEK 的加工温度较高,范围从 350°C 到 400°C。模具必须保持在高达 200°C 的温度下才能防止零件缺陷,而温度控制不佳可能会导致所谓的淬火冷却问题,从而产生额外的无定形 PEEK 区域,最终导致零件质量下降。
填充 PEEK 材料需要特别注意。例如,一些玻璃填充 PEEK 复合材料的热稳定性较低,这意味着如果长时间暴露在高加工温度下,它们可能会降解。
注射压力
PEEK 的最佳注射压力取决于材料等级、注塑机和模具设计。注射压力最高可达 2,000 Bar,但可以通过提高温度或注射速度来降低。注射后,必须保持保压以减少空隙或凹痕等缺陷的发生。
收缩
收缩是注塑过程中的正常现象,但可以通过增加注射压力和随后的保压压力来减少收缩。碳纤维填料可以减少整体收缩,但填料量过大可能会导致部件翘曲。
PEEK 注塑成型技术取得成功
PEEK 是一种昂贵的材料,用于要求苛刻的应用。这就是为什么可制造性设计 (DFM) 和与熟练的注塑成型师合作以确保您的零件第一次就制造正确非常重要。
工厂车间
致力于为广大客户提供高品质的产品和专业的服务





资质证书
创立以来,始终秉承“品质至上,客户为先”的经营理念

资质证书-1

资质证书-2

资质证书-3

资质证书-4
行业应用
公司业务范围广泛,涵盖多个领域,包括但不限于石油密封、车用橡胶制品、橡胶0形环等






更多产品
我们凭借丰富的产品线和卓越的品质,赢得了广大客户的信赖和好评




在线咨询
如果您对我们的产品和服务由任何疑问,请联系我们!